
-
20-year dedicated manufacturer
-
Certified Company
ISO 9001:2005


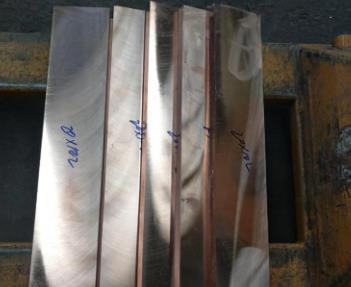

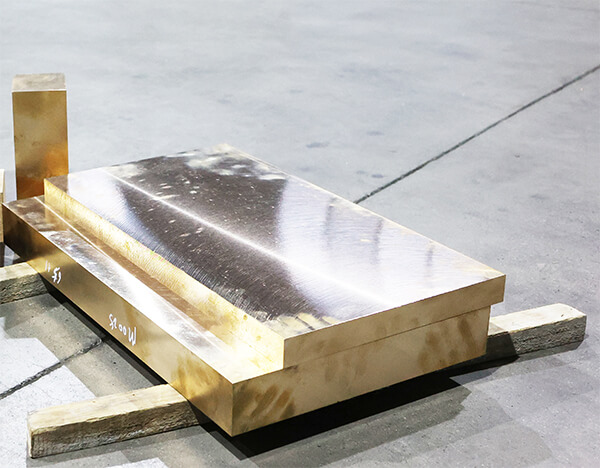
High hardness beryllium copper plate C17200 easy turning of solid bronze plates
Product characteristics: Lead-free and environmentally friendly
Width: 15 - 600mm
Length: 20 - 1500mm
Performance: Strong conductivity
Product Name: Beryllium Bronze Plate
Density: 8.3 g/cm³
Type: Copper sheet
Hardness: HRC70
Copper content: 99.99%
Conductivity: 90%
Softening temperature: 1083
Product characteristics: Lead-free and environmentally friendly
Width: 15 - 600mm
Length: 20 - 1500mm
Performance: Strong conductivity
Product Name: Beryllium Bronze Plate
Density: 8.3 g/cm³
Hardness before quenching: 200 - 250 HV
Hardness after quenching: 36 - 42 HRC
Quenching temperature: 315°C - 600°C
Quenching time: 2 hours
Softening temperature: 930°C
Hardness after softening: 135 ± 35 HV
Tensile strength: ≥ 1000 MPa
Yield strength (0.2%) MPa: 1035
Elastic modulus (GPa): 128
Electrical conductivity: 18% IACS
Heat conductivity: 105 W/m.k at 20°C
Beryllium copper plate is a type of copper alloy with high strength, high conductivity and high heat resistance. It is commonly used to manufacture precision parts such as high-performance springs and contactors.
When drilling through beryllium bronze materials, a high-speed steel twist drill can be selected for the hole drilling. The helix angle of the drill bit is 29°, the apex angle is 118°, and the edge angle is 12°. If necessary, a specially ground drill tip can be used. Due to the high strength and hardness of beryllium copper materials, a lower cutting speed is required, and cutting fluid should be injected for cooling and lubrication. This helps to facilitate the smooth discharge of chips, prevents the chips from scratching the machined surface, reduces the wear of the drill bit, and extends the service life of the drill bit. At the same time, during the drilling process, the cutting speed and feed rate should be kept constant to prevent the formation of machining hardening at the bottom of the hole.


Leave a Messages